
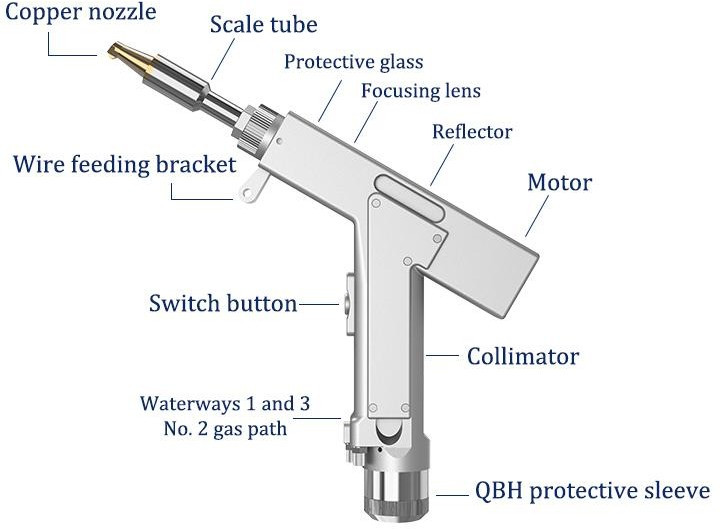
Hand-Held Laser Welding Head SUP 30S

Feilich.- Feilich
Unôfhinklik ûndersyk en ûntwikkeling fan feiligens detection systeem, set in oantal feiligens alaarms, feiligens en stabiliteit
Tiidbesparring - effisjint en handich
Fokusspegel, beskermingsspegellade, handige ferfanging
Ljochtheid - Ljochtens ferminderet de lading
Lytsere grutte, lichter gewicht, fleksibele operaasje, maklik te brûken
Kwaliteit - moaie welding - stabile prestaasjes
Hege welding sterkte, lytse deformation, hege melting djipte
Prestaasje - Meardere funksjes
Stypje kontinulassen mei de hân, puntlassen, skjinmeitsjen, snijen, "hân" "sûnt" - lichem, wachtwurdautorisaasje
Super welding holle is in handheld welding cutting holle lansearre yn 2019. It produkt covers hand-holden welding gewearen en sels ûntwikkele kontrôle systemen, en is foarsjoen fan meardere feiligens alaarms en aktive feilige macht en ljocht-off ynstellings.Dit produkt kin oanpast wurde oan ferskate merken fan glêstried lasers;de optimalisearre optysk en wetterkuolle ûntwerp lit de laserkop stabyl wurkje foar in lange tiid ûnder 3000W.
Basisfunksjes: Self-ûntwikkele kontrôlesysteem, meardere feiligensalarmen, lytsere grutte, fleksibele operaasje en maklik te brûken.
Stabiler: Alle parameters binne sichtber, real-time kontrôle fan 'e status fan' e hiele masine, om problemen foarôf te foarkommen, handiger om problemen op te lossen en op te lossen, om de stabile wurking fan 'e weldingkop te garandearjen.
Proses: Alle parameters binne sichtber, de welding kwaliteit is perfekter, de ferfoarming is lyts, en de penetraasje is heech.
Stabile parameters en hege repeatability: de bepaald nozzle lucht druk en lens steat, sa lang as de laser macht is stabyl, it proses parameters moatte wêze repeatable.Sterk ferbetterje effisjinsje, wylst ek it ferminderjen fan operator easken.
1) Fersekerje betroubere grûning foardat stroomfoarsjenning.
2) De laserútfierkop is ferbûn mei de weldingkop.Kontrolearje asjebleaft de laserútfierkop foarsichtich as jo it brûke om stof of oare fersmoarging te foarkommen.By it skjinmeitsjen fan de laserútfierkop, brûk asjebleaft spesjaal lenspapier.
3) As de apparatuer net wurdt brûkt yn oerienstimming mei de metoaden spesifisearre yn dizze hantlieding, kin it yn abnormale wurkjende steat wêze en skea feroarsaakje.
4) As jo de beskermjende lens ferfange, soargje asjebleaft dat jo it beskermje.
5) Tink derom: As jo foar it earst brûke, as it reade ljocht net út 'e koperen mûle kin komme, wês wis dat jo gjin ljocht útstjitte
Hand-holden welding kop pakket levering details
★ Earste laach
SUP20S welding kop 1st
Systeem 1 set
Systeemkabel standert 10m
★ Twadde laach
Kopermondstuk 7 st. Snijdop 1 st
Skaalbuis 1 st
Beskermende lens 10 st
Grondklem 1 st
Skermferbining kabel 1m
Display skerm gesp 1 set
★ Tredde laach
Display skerm 1 st
ûnderste switch 2st
Controller wiring definysje

Controller Netzteil terminal
De stroomfoarsjenning brûkt de 5P-ynterface, en de levere 24V-wikselstroomfoarsjenning en 15V-wikselstroomfoarsjenning wurde brûkt foar stroomfoarsjenning
Tink derom dat de 15V-wikselstroomfoarsjenning de positive en negative poalen ûnderskiedt, V1 is ferbûn mei 15V+, V2 is ferbûn mei 15V-, en elke COM op 'e 15V-skeakelnetferfier is ferbûn mei pin 2 GND!
Tink derom dat de wikselstroomfoarsjenning moat wurde grûn!
Controller LCD24/5000
De LCD-kabel wurdt levere mei it apparaat en kin direkt ferbûn wurde.Sjoch de figuer hjirboppe foar spesifike definysjes
Controller sinjaal ynterface 1
①/②Pin is de ynfier fan it luchtdrukalarmsinjaal, as jo moatte ynskeakelje (bedrading fereaske), set asjebleaft it loftdrukalarmnivo op 'e eftergrûn sa heech yn, oars is it leech
De ③/④ pin is de ynfier fan it wettertank alarmsinjaal.As jo it moatte ynskeakelje (bedrading is fereaske), set dan it loftdrukalarmnivo op 'e eftergrûn as heech yn, oars is it leech
⑤De nûmerpin is de referinsjegrûn foar it feiligensgrûnslot, en it is direkt ferbûn mei it ferwurkingswurkstik mei in draad
⑥ No pin is de feiligens grûn slot fan 'e welding holle, ferbûn mei de blauwe tried fan' e trije-kearn tried, as de welding holle rekket it workpiece, de feiligens slot is op dit stuit
⑦De nûmerpin is de skeakel fan 'e laskop, ferbûn mei de brune draad fan' e trije-kearn
⑧ Pinnr. is de ljochtskeakel fan 'e laskop, ferbûn mei de swarte draad fan' e trije-kearn draad, as de trekker wurdt lutsen, is de triggerknop op
Tink derom dat allinich as d'r gjin alarm is, en it sinjaal fan 'e feilige slot- en triggerknop oan is, sil it útfiersinjaal fan' e folgjende poarte útstjoerd wurde.
Controller sinjaal ynterface 2
It 2-ein fan 'e sinjaal-ynterface brûkt in 6P-ynterface, en it loftventil is relatearre oan' e draadoanfier
①Reservearre fuotten
②Reservearre fuotten (syngronisearre mei 4-pin sinjaal)
③/④De foet is it fentyl 24V útfier, ferbine mei it fentyl
⑤/⑥De pin is de sinjaaldraad fan 'e draadfeeder, de sinjaalpoarte fan' e draadfeeder, nettsjinsteande posityf of negatyf
Controller wiring diagram
①/②Pin is de ynfier fan it luchtdrukalarmsinjaal, as jo moatte ynskeakelje (bedrading fereaske), set asjebleaft it loftdrukalarmnivo op 'e eftergrûn sa heech yn, oars is it leech
De ③/④ pin is de ynfier fan it wettertank alarmsinjaal.As jo it moatte ynskeakelje (bedrading is fereaske), set dan it loftdrukalarmnivo op 'e eftergrûn as heech yn, oars is it leech
⑤De nûmerpin is de referinsjegrûn foar it feiligensgrûnslot, en it is direkt ferbûn mei it ferwurkingswurkstik mei in draad
⑥ No pin is de feiligens grûn slot fan 'e welding holle, ferbûn mei de blauwe tried fan' e trije-kearn tried, as de welding holle rekket it workpiece, de feiligens slot is op dit stuit
⑦De nûmerpin is de skeakel fan 'e laskop, ferbûn mei de brune draad fan' e trije-kearn
⑧ Pinnr. is de ljochtskeakel fan 'e laskop, ferbûn mei de swarte draad fan' e trije-kearn draad, as de trekker wurdt lutsen, is de triggerknop op
Tink derom dat allinich as d'r gjin alarm is, en it sinjaal fan 'e feilige slot- en triggerknop oan is, sil it útfiersinjaal fan' e folgjende poarte útstjoerd wurde.
Controller sinjaal ynterface 2
It 2-ein fan 'e sinjaal-ynterface brûkt in 6P-ynterface, en it loftventil is relatearre oan' e draadoanfier
①Reservearre fuotten
②Reservearre fuotten (syngronisearre mei 4-pin sinjaal)
③/④De foet is it fentyl 24V útfier, ferbine mei it fentyl
⑤/⑥De pin is de sinjaaldraad fan 'e draadfeeder, de sinjaalpoarte fan' e draadfeeder, nettsjinsteande posityf of negatyf
Controller sinjaal ynterface 3
①Pin is de ynfier fan it laseralarmsinjaal +, as jo it moatte ynskeakelje, set asjebleaft it loftdrukalarmnivo op heech op 'e eftergrûn
②Pin is ynskeakelje+, ferbine mei laser ynskeakelje+
③De pin is 24V útfier, direkt útfier 24V+ nei macht oan
④Pet No. is in mienskiplike grûn (referinsjegrûn foar fuotten 1/2/3/5)
⑤De nûmerpin is analoge kwantiteit + útfier, de analoge kwantiteit wurdt opjûn
⑥Pin is PWM-modulearre sinjaal
⑦It nûmer pin is PWM + modulaasje sinjaal
Controller wiring diagram

Opmerking: De COM-terminal fan ± 15V skeakeljen fan voeding en de -V (0V) terminal fan + 24V wikseljende voeding moatte wurde ferbûn mei GND en tagelyk folslein ferbûn mei it wurkstik.De shell fan 'e wikseljende stroomfoarsjenning moat wurde ferbûn oan' e grûn, oars kin in feiligensgrûnslotalarm foarkomme, en gjin ljocht sil útstutsen wurde.
Optyske ynfier ynterface
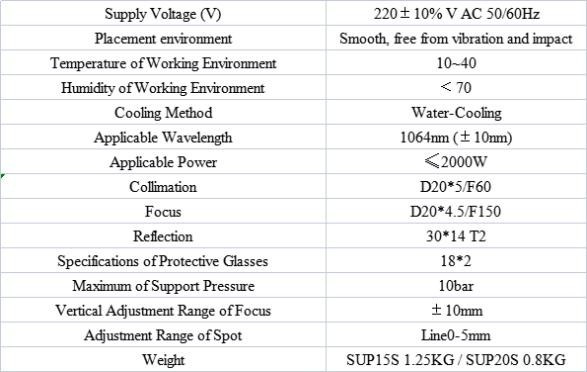
SUP welding holle is geskikt foar de measte yndustriële laser generators.Faak brûkte glêstriedferbiningen binne IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, ensfh.
As de glêstried wurdt ynfoege, moat de snijkop 90 graden draaid wurde om horizontaal te wêzen, en dan wurdt de glêstried brûkt om te foarkommen dat stof yn 'e ynterface falle.
Shielding gas en wetter chiller ynterface
De wetterpipe en loftpipe-ynterface kinne ynstalleare wurde mei slangen mei in bûtendiameter fan 6MM en in binnendiameter fan 4MM.It luchtpaad komt yn 'e midden, en de twa kanten binne wetteryn- en útlaatpipelines (nettsjinsteande de rjochting fan yn- en útlaat) , Lykas hjirûnder werjûn:

It koelsysteem is ferdield yn it wettersirkeldiel fan 'e weldingkop en it wetterkringdiel fan' e glêstriedkop, dy't yn searje ferbûn binne, lykas werjûn yn 'e ôfbylding hjirûnder:

Welding gun en kontrôle doaze ferbining ynterface
De welding gun en de kontrôle doaze brûke trije triedden te ferbinen, ynklusyf: twa-core motor macht line, fiif-kearn motor sinjaal line, trije-core feiligens grûn slot en trigger knop line
De motor macht / sinjaal triedden (twa swarte triedden) binne direkt ferbûn mei de motor diel fan 'e welding holle en kin wurde útinoar brocht (twa opsjes binne beskikber: 1. Iepenje de motor cover en kant plaat fan de handheld welding gun 2. Iepenje de kontrôlekast Alle binne pluggen)
Feilich beskoattelje en triggerknop trije-kearn draad brûkt Fernimbere loftfeartstekker: feilich slot- en knopdraden, wêrfan 1 blau is, 2 is swart, en 3 is brún (ferbûn mei pin 6/7/8 fan sinjaalynterface 1, sjoch de wiring definysje fan de kontrôle doaze hjirboppe foar details)
Wire feeder ynstallaasje
De twa-core antenne plug oan 'e sturt fan' e tried feeder is ferbûn oan pin 5/6 fan sinjaal ynterface 2. Ferwize nei it folgjende foar de spesifike ynstallaasje metoade
Klik: Ynstallaasje-ynstruksjes foar draadfeeder (applets)
Kontrôlepaniel en operaasjegids (it folgjende is V3.3 ferzje)
Operaasje gearfetting en operaasje gids
It operaasjepaniel fan SUP-searje is benammen gearstald út touchscreen en kontrôlekast.
Tik op de haadside, proses, ynstelling en tafersjoch fan 'e operaasje-ynterface.
Touch skerm operaasje haadskerm

①Yn dizze ynterface kinne jo de hjoeddeistige prosesparameters en direkte alarmynformaasje sjen.
②De laser is ynskeakele en it reade yndikator ljocht is ON as it ynskeakele is.
③De feiligensslot is normaal griis, en as de weldingkop it wurkstik oanrekket, wurdt it grien en kin wurde ferwurke.
④ Welding modus seleksje, de standert is kontinu.As it is ynsteld op spot welding, it kin emit ljocht tuskenskoften foar spot welding operaasje, dat is handich foar it kontrolearjen fan de spot welding tiid fanwege minsklike flater.Dizze funksje moat ynsteld wurde as nedich (V3.3 ferzje is de boppesteande funksje)
Proses operaasje haadskerm

①De prosesynterface befettet de prosesparameters foar debuggen, dy't kinne wurde wizige troch te klikken op it fak.Nei't de wiziging foltôge is, klikje jo op OK, en bewarje it dan yn it fluchtoetsproses.As jo it brûke, klikje jo op Ymportearje (Modify-Save-Import).
②De skennen snelheid berik is 2-6000mm / S, en it skennen breedte berik is 0 ^ 5mm.De skennen snelheid wurdt beheind troch de skennen breedte.De beheining relaasje is: 10 ≤ scan snelheid / (skennen breedte * 2) ≤ 1000 As it boppe de limyt, it wurdt automatysk de limyt wearde.As de scan breedte is ynsteld op 0, it sil net scan (ie punt ljocht boarne) (de meast brûkte scan snelheid: 300mm / S, breedte 2,5 mm).
③De pykkrêft moat minder wêze as of gelyk oan de laserkrêft op 'e parameterside (bygelyks de laserkrêft is 1000W, dan is de wearde net heger as
1000).
④ Duty ratio berik 0 ~ 100 (standert 100, meastentiids net hoege te feroarjen).
⑤It oanrikkemandearre pulsfrekwinsjeberik is 5-5000Hz (de standert is 2000, normaal hoecht it net te wizige).
⑥ Klikje op de HELP-knop rjochtsboppe om mear relatearre parameterútlis te krijen.
Prosesferwizing (ûnder foarbehâld fan werklike betingsten, it folgjende is allinich foar referinsje)

Set operaasje haadskerm
Wachtwurd 123456

①De laserkrêft is de maksimale krêft fan 'e laser brûkt.
②De skeakelluchtfertraging is standert op 200ms, en it berik is 200ms-3000ms.
③As it ljocht ynskeakele is, sil it stadichoan tanimme fan N1% fan 'e proseskrêft nei 100%;as it ljocht útskeakele is, sil it stadichoan tanimme fan 100% fan 'e proseskrêft.
oan N2;(lykas werjûn yn de figuer hjirûnder).

④ Kompensaasje foar fertraging fan draadoanfier is de foarôfgeande tiid fan draadoanfier relatyf oan it ljochtsinjaal, dat kin wurde brûkt yn kombinaasje mei de weromlûkfunksje.
⑤De maksimum temperatuer alarm drompel is 70 ℃.As de wearde is ynsteld op 0, sil it temperatueralarm net ûntdutsen wurde.
⑥Scan korreksje koëffisjint berik 0,01 ~ 4, koëffisjint doel line breedte / mjitting line breedte: algemien 1,25.
⑦ Laser sintrum offset -3 ~ 3mm, ferminderje it en ferpleatse it nei lofts, fergrutsje it en ferpleatse it nei rjochts.
⑧It sinjaal foar alaarmnivo is de standert, en it ôfskermde alaarm kin direkt wizige wurde nei de korrespondearjende nivodeteksje.
⑨Spotlasduur is de tiid foar ljochtútstjoering nei it lûken fan 'e trekker, dat is, sels as de knop wurdt loslitten, sil it ljocht noch wurde útstjoerd neffens de bestege tiid (V3.3 ferzje is de boppesteande funksje)
⑩ Spot welding ynterval tiid is de stop ljocht tiid tusken twa spot welding nei it lûken fan de trekker knop (V3.3 ferzje en boppe funksje)
⑧ Klikje op de HELP knop rjochtsboppe om mear relatearre parameter útlis te krijen.
Monitoring wichtichste ynterface

Dizze ynterface toant de status fan elk deteksjesinjaal en apparaatynformaasje
Klikje op de apparaatautorisaasje om de autorisearre gebrûkstiidynterface yn te gean, nei it ynfieren fan it wachtwurd kin it systeem autorisearre wurde foar de gebrûkstiid.
Systeem dekodearring metoade






